Са високом прецизношћу мерења, брзом брзином одговора, снажном способношћу против сметњи, инструмент за континуирано мерење температуре растопљеног челика типа ВЛКС-ИИ има онлајн праћење варијације температуре растопљеног челика у реалном времену, што је домаће мерење температуре растопљеног челика високе прецизности најновије генерације производ.Применом у разним челичанама довољно је потврђена поузданост и стабилност производа.То је сигурно идеалан производ за замену термодетектора термоелемента од платине родијума.
Опсег мерења: 700-1650 ℃
Несигурност мерења: ≤ ±3℃
Век трајања температурне цеви: ≥24 сата (Температурне цеви различитог века трајања могу се произвести у зависности од ситуације на локацији)
Температура употребе: 0-70 ℃ (детектор), 5-70 ℃ (процесор сигнала)
Стандардни излаз: 4-20мА/1-5В (одговара 1450-1650 ℃)
Излазна покретачка сила: ≤400Ω(4-20мА)
Тачност излаза: 0.5
Напајање: Ац220В±10В, 50ХЗ
Снага: процесор сигнала 30В и велики екран 25В.

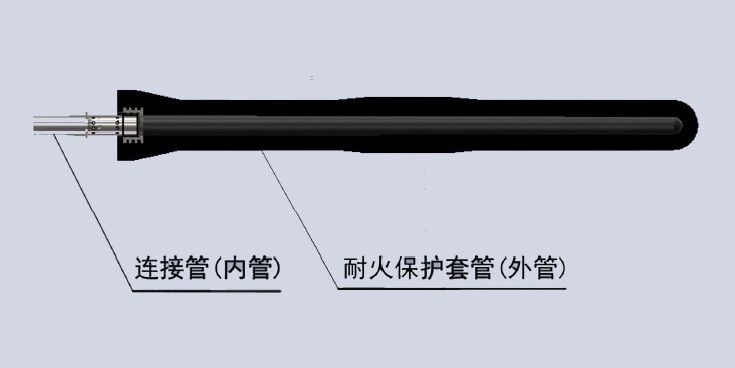
Температурна цев се састоји од прикључне цеви и ватроотпорног заштитног кућишта.Ватроотпорно заштитно кућиште је повезано са детектором преко прикључне цеви.Према различитој дубини истопљеног челика у лонцу и корозији растопљеног челика до температурне цеви, дужина температуре има спецификације од 1100 мм, 1000 мм и 850 мм;пречник има спецификације од ¢85мм и ¢90мм, које се могу прилагодити потребама корисника.
Температурна цев је директно уметнута у растопљени челик да би се осетила температура;дубина уметања не сме бити мања од 280 мм.Сигнал за мерење температуре је са унутрашње стране дна спољне цеви;време одзива инструмента је у основи једнако временској енергији која се преноси са спољне стране дна температурне цеви на унутрашњу страну.Прикључна цев служи за повезивање температурне цеви и детектора.Унутрашња цев је углавном за уклањање дима унутар цеви и осигуравање чистоће светлосног пута.
| Ставка | Тело | Линија за шљаку алуминијум-магнезијум-угљеник | Линија за магнезијумску шљаку |
| Ал2О3% | 54.8-56.2 | 61.7-62.2 | 22.7-23.3 |
| СиО2% | 7.0-8.0 | ||
| ЗрО2% | |||
| МгО% | 8.5-9.0 | 41.4-42.0 | |
| ФЦ% | 27.1-27.9 | 25.0-25.4 | 29.2-30.0 |
| Запреминска густина г/цмз | 2.46-2.53 | 2.71-2.79 | 2.48-2.52 |
| Привидна порозност % | 11.5-14.8 | 11.4-13.8 | 11.8-12.8 |
| Чврстоћа на хладно дробљење МПа | 20.9-32.9 | 21.2-27.6 | 20.7-26.7 |
| Чврстоћа на савијање при нормалној температури МПа | 20.9-32.9 | 5.4-7.3 | 5.5-8.3 |
Детектор се састоји од оптичких компоненти, фотоелектричног претварача, линије за пренос сигнала, излазног утикача и канала за расхладни ваздух, итд. Улазни терминал детектора се повезује са прикључном цеви температурне цеви;излазни терминал се повезује са сигналним процесором преко 6П утикача;Улазни и излазни терминали су повезани линијом за пренос сигнала заштићеном флексибилним каналом за расхладни ваздух.Оптички систем преноси сигнал инфрацрвеног зрачења који се шаље са дна температурне цеви до фотоелектричног претварача, затим фотоелектрични претварач претвара оптички сигнал у електрични сигнал и затим га преноси на процесор сигнала преко линије за пренос сигнала.



Процесор сигнала се састоји од модула за напајање, модула за обраду аналогног сигнала, модула за аналогно-дигиталну конверзију, модула за дигиталну обраду, комуникационог модула и модула за дисплеј, итд. Велики екран се састоји од модула за напајање, комуникационог модула и модула за приказ итд.
Процесор сигнала има функцију двоструке температурне компензације, која може извршити аутоматску компензацију одступања мерења узрокованог температуром околине сензора и радном температуром инструмента.
Процесор сигнала прима електрични сигнал који детектор уноси;температуру измереног растопљеног челика израчунава микропроцесор према теорији инфрацрвеног зрачења и приказује на екрану.У међувремену, подаци о температури у реалном времену могу се приказати на великом екрану преко комуникацијске функције.Електрични сигнал се може послати на главни контролни рачунар за праћење процеса континуираног ливења у реалном времену.
1) Коришћењем овог производа можемо континуирано и прецизно детектовати температуру растопљеног челика у лонцу и тренд варијације, предузимати мере на време да спречимо испуштање или зачепљење водене млазнице услед више или ниже температуре растопљеног челика, смањујемо губитак услед испуштања -излазне и смрзнуте рупе, као и време мировања услед незгода, и самим тим повећавају брзину рада машине за ливење.
2) Коришћењем овог производа можемо знати правило промене температуре растопљеног челика у лонцу.Према овом правилу промене, можемо да поставимо разумније захтеве за технолошке параметре за следећи процес, као што је производња челика и рафинација.Радећи ово, не само да можемо снизити температуру точења за 15 до 20℃, већ и осигурати строг систем процеса, повећати ниво управљања и тачност мерења температуре.
3) Са прецизним мерењем температуре, овај систем може смањити степен прегревања за 5 до 10 ℃.Смањивањем степена прегревања можемо добити ширу кристалну зону једнаке осовине, ублажити централну сегрегацију ливеног бланка, ефикасно избећи дефекте лабавости, шупљине скупљања и пукотине и побољшати квалитет челика;у међувремену, смањењем степена прегревања можемо повећати брзину ливења и квалитет челика.Пракса примене доказује да овај систем мерења температуре може повећати брзину ливења у просеку за 10%.